




















































Given that predictive maintenance is typically based on actual operating data, too much attention may be given to the technology rather than the trends it’s meant to be uncovering, Ory Selzer, IMI Insyt Business Leader, tells the OGN
Planned predictive maintenance (PPM) promises so much in the era of cloud computing.
An online search will give plant managers access to hundreds of different application programming interfaces (APIs) all claiming to transform, if not fully automate, the servicing of critical components.
Yet access to machine learning (ML) and analytics will not necessarily deliver useful insights, even if digitisation offers the best chance of extracting as much value as possible from today’s combined cycle power plants (CCPP).
This is not to say PPM software is ineffective. Clearly, it can be a powerful tool when applied under the right conditions.
Cloud computing is transformative because it gives businesses a relatively inexpensive way to monitor assets without having to invest in lots of new hardware or a dedicated data analyst.
Yet, at the same time, democratising the maintenance process in this way can create a gap between what’s being shown on screen and the reality on the ground. In other words, engineering consultancy is still necessary to diagnose problems effectively.
That might seem like a basic point, but it’s not always considered when a plant implements a PPM strategy.
Given that predictive maintenance is typically based on actual operating data, rather than an asset’s run time, too much attention can be given to the technology itself rather than the trends it’s meant to be uncovering.
This is unsurprising given the sheer volume that can be collected. Common data points include temperature, pressure, vibration and acoustics – though there are many other metrics that could be measured.
As such, there is a tendency for sites to introduce new sensors to generate more data, despite there often being a vast amount already available to those responsible for performance; it’s just a matter of accessing and interpreting it.
CRACKS ARE APPEARING
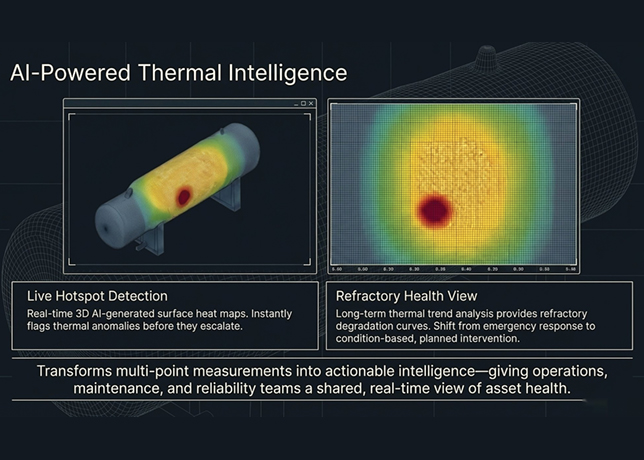
This is the starting point for IMI Insyt, IMI Critical Engineering’s digital engineering service. Rather than installing invasive technologies, IMI Insyt, instead, focuses on the useful information latent across today’s CCPPs.
This historical data is compared against a system-wide, physics-based analysis to identify and prevent issues with structural integrity that, if left unchecked, could have a catastrophic impact on critical assets, increasing the chances of unplanned downtime.
Thermal stresses leading to cracks in pressure boundary are one such issue, and these cracks are often found in areas where water is injected into the steam flow to control temperature, such as in steam turbine bypass systems and interstage attemperators.
These components are often overlooked in monitoring solutions because they cost significantly less than a steam turbine – which itself is a multi million dollar investment.
Plant operators are also faced with overseeing numerous mission critical systems in a facility at one time, so it’s understandable that smaller components can be overlooked, especially as they tend to be more difficult to monitor and easier to replace when compared to larger assets.
However, these subcomponents can still have an impact on plant operations and increase the chances of downtime if left unchecked.
This is why the detection of performance variations in valves is so important, as it allows plant operators to make adjustments before serious damage can occur.
Beyond detection, cracking is also concerning because serious occurrences are increasing.
The intermittency inherent in renewables is forcing many of today’s CCPPs to cycle more often, powering up and down to fill the gaps as grid demand changes.
This is, in theory, a more sustainable way of generating power as stations are not left idling when conditions are favourable.
But, as many plant managers are now finding, systems designed for regular 24-hour operation are exposed to greater operational stresses when having to stop and restart or fluctuate between loads of 50 per cent-100 per cent.
That said, it’s clear there are other factors in play. Having interviewed engineers at different CCPPs, the IMI Insyt team found that while renewables are known to influence dispatching requirements – and therefore push the limits of a plant’s design – many engineers believe there are other reasons for system fatigue.
Valve design, casting quality and material properties can all be aggravating issues. Again, this is why it is short-sighted to rely solely on software because assumptions can lead teams to look for answers in the wrong places.
The best approaches will always incorporate modelling alongside what’s learned during physical inspections.
GETTING FULL VIEW OF THE PROBLEM
Serious cracking is on the rise, but diagnosis is possible, and preventative measures can be immediately implemented.
While many plant designs are unique and feature different embedded components, the vast majority of cases can be solved by assessing site performance data in three key areas:
• Hardware: Reviewing the sizing and function of existing assets.
• Control logic: Identifying repeated operational issues linked to failures.
• Installation: Ensuring piping distances, sensors, and drainage are all in accordance with current industry standards.
Each of these areas needs to be addressed on its own terms, but consideration must also be given to how one might affect the other.
For example, a plant's attemperator spray valves may be correctly sized for the application, but the system's control logic may be initiating excessive spray when unneeded, leading to massive quench events and eventual failure.
Today, many CCPPs still have some degree of manual intervention in the control logic. This is often needed when trying to quickly start an older plant that was designed for baseload operation.
Working this way, however, makes it difficult to anticipate changing conditions and control the system accurately. In these scenarios, one of the first recommendations is to automate where possible.
PUTTING LEARNINGS INTO PRACTICE
While there will always be challenges that are site specific, the IMI Insyt framework is useful for arriving at the root causes of cracking, regardless of the number of influencing factors.
However, this approach isn’t theoretical having already been applied in many live CCPPs and with promising results.
One US user, for example, was experiencing considerable damage on the outlet of its HRH bypass to condenser system.
The Insyt team reviewed six weeks of operating data at five-second intervals, looking for signatures that are known to be linked to thermal stresses and cracking in other turbine bypass systems.
The study looked at a total of twenty different process points, including CT load, exhaust gas temperature, upstream and downstream steam pressure and temperature, and condenser conditions. Data was collected from over 60 startups across two different units.
The findings were revealing:
• The site’s HRH bypass outlet temperature was highly unstable in both units with several 150 deg F (66 deg Celsius) swings in temperature every startup.
• The spraywater valve was open up to 30 seconds after the steam valve had closed – this allowed 54 deg Celsius water to spray on 538 deg Celsius metal at the outlet of the steam valve.
• Outlet setpoint temperature of 110 deg Celsius was often below saturation during bypass operation, leading to excessive overspray as the system tried to reach an unattainable value.
• The spraywater valve lacked low end flow control resulting in 40 deg Celsius swings in downstream temperatures at only 15 per cent-20 per cent water valve opening.
In response, the IMI Insyt team recommended the following:
• Replace the existing desuperheater, as years of operation had compromised its proper functioning.
• Modify the control logic to a feedforward enthalpy algorithm to drastically reduce temperature instability and correct for overspray due to saturated conditions downstream.
• Review water valve closing logic.
• Install new flow measurement and pressure sensors to allow for more accurate control.
• Upgrade the spraywater valve with a recharacterized trim to handle low-end flow control.
The following images demonstrate the results of these remedial actions:
Similar findings were seen in another CCPP that was experiencing cracking in its RH attemperator system.
Data was provided at five second intervals over a five week period with 21 sensor tags creating 12 million points of data. There was one cold and 32 hot startups over the course of the study. The critical findings included:
• Large thermal gradients in the reheat attemperator system during startup and shutdown.
• Excessively high water-to-steam mass ratios greater than 25 per cent (15 per cent is considered excessive).
• Mischaracterised and/or worn spraywater valve trim provided poor flow control at lower lifts and non-proportional control at high lifts, resulting in a 100 per cent opening of the control valve.
• High cycling of the spraywater block valve, a problem directly linked to failures at several different facilities.
As was the case with the previous study, changes were required to hardware as well as the site’s control logic and operation.
The IMI Insyt team also recommended installation changes – such as the attemperator’s spray location bias – to ensure there was maximum distance between the upstream and downstream elbows. However, changes of this kind are generally considered a last resort, especially if they involve replacing pipework.
LOOKING AHEAD
These two cases are good examples of why digital tools on their own are likely to be insufficient for remediating complex engineering challenges – especially those involving critical control valves.
With greater uptake of renewables, it’s not unreasonable to imagine the effects of irregular cycling impacting all CCPPs at some point in the near future. However, financing decisions may play as much of a role in the frequency of startups and shutdowns, leaving even the most robust sites at risk.
Historical data is arguably the most important feature for initiatives like IMI Insyt.
As studies are completed, the data can be stored and anonymised, creating better models for the next study to use.
Trends and signatures can be identified more easily, giving plant managers a quicker route to avoiding unplanned shutdowns and potentially catastrophic failures.
These capabilities are far from trivial given that cracking prevention can save between £250,000-£300,000 ($320,385-$384,462) per event and up to seven days of downtime, which for some Insyt customers has totalled upwards of £7 million.
