












































































Applications of hydrogen and low-carbon fuel are becoming a necessity in our industry, and with stepwise decarbonisation of existing plants for transition from conventional production to low-carbon (green/blue) syngas production is possible and practical now, write say Dan Barnett, Steve Lancaster, and Clara Vido from BD Energy Systems, Houston, Texas, US
Thre is great pressure these days to reduce the carbon footprint of every industry, but there is significant pressure on syngas plants in particular. They tend to be both numerous – there are hundreds worldwide – and significant carbon emitters.
There are plans for new green plants, but the technology is still in its early stages, and there is not enough green hydrogen or energy to go around.
There is still a significant need for syngas products – ammonia, methanol, hydrogen, among others – that are produced using older, grey technologies, and the world still needs those products.
Therefore, we need to find a way to decarbonise the existing plants to reduce their impact on the world, and bridge that gap until the world is fully green. This paper presents a pathway to such decarbonisation.
MARKET DRIVERS – DECARBONISATION AND SUSTAINABILITY
The demand for syngas products continues to increase. There is organic growth in many sectors – growing world population requires more food, and hence more fertiliser; there has been an increase in use of chemicals derived from syngas; and there is increased use of hydrogen in refineries, particularly as fuel.
In addition to that, there are new uses for many of these traditional syngas products, including the use of ammonia and hydrogen as a carbonless fuel, as well as methanol as a low carbon fuel.
It is expected that this additional demand for decarbonisation will disrupt the marketplace, increasing the demand for all syngas products.
As the push to decarbonise the syngas industry, and improve the sustainability, grows, the incentives to use less energy for non-sustainable sources, and reduce the carbon footprint, grow too. This push is coming from multiple sources:
• Pressure from regulators: There are increasing impositions of carbon taxes in many parts of the world.
• Pressure from investors: Environmental activists are becoming more prevalent in all areas of industry, and now influence company management.
• Pressure from consumers: Ordinary people are concerned about rising carbon levels in the atmosphere and want to lower their carbon footprint.
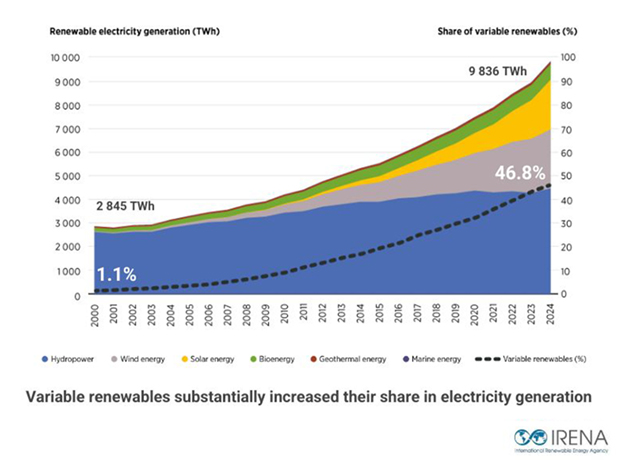
When it comes to new construction, green hydrogen produced by electrolysis using renewable power has great potential, but it is not ready to supply the market needs.
Given that there are a lot of gray syngas plants in the industry now, we can use green hydrogen to supplement existing plants to gain incremental reductions in CO2 emissions.
And there are additional steps that can be taken to further reduce stack gas CO2 emissions pushing further toward a blue technology.
Also, it is possible to shift CO2 from fluegas stack to a byproduct for sequestration. Or maybe exporting blue fuels with a carbon credit makes sense.
Existing natural gas-based plants have the opportunity – and the challenge – to incorporate upgrades to make substantial reductions in their CO2 emissions. But the key questions that inevitably arise include:
 |
• Where do you start?
• What will it cost? Is there any payout? What will be the operating cost impact?
• How long will it take?
Before you can start a journey, you need a map to tell you where you’re going. But even before you try to read a map, you need to know where you are.
Similarly, an approach to reducing the carbon impact of an existing syngas plant is a journey, and benchmarking your existing plant tell you where you are and is the first step before incorporating various degrees of decarbonising upgrades.
BENCHMARKING & SYSTEMATIC EVALUATION OF DECARBONISATION UPGRADES
Most operating syngas plants are based on the use of natural gas as both feedstock and fuel. The energy efficiency of these units varies over a wide range, depending on the vintage of the plant, the degree of heat recovery integration, etc., but the natural gas cost is the single largest operating expense.
One typical example of a syngas plant using natural gas is an ammonia plant. The technology is mature and well developed, with hundreds of plants in operation around the world.
• Conventional energy efficiency and decarbonisation upgrades: The overall stoichiometric reaction for ammonia from methane is:
CH4 + 0.304 O2 + 1.13 N2 + 1.34 H2O CO2 + 2.26 NH3
 |
The ammonia product has an energy value of 4.45 Gcal/tonne. The net heat of reaction to produce ammonia is 0.52 Gcal/tonne of ammonia. Therefore, the methane feed rate must have a minimum of 4.45 + 0.52 = 4.97 Gcal/tonne of ammonia. This is the theoretical minimum energy requirement to produce ammonia – 4.97 Gcal/tonne.
Actual operating ammonia plant energy consumptions today are in the range of about 6.97 to 10.0 Gcal/tonne, compared to the theoretical minimum of 4.97. Some of the main reasons to account for this additional energy consumption above the minimum include:
Key Process Areas Energy Efficiency (Gcal/tonne NH3)
Process waste heat recovery and high pressure steam generation -0.3 to +0.3
Fluegas stack losses, related to furnace inefficiency +0.4 to +1.2
Compression energy losses, related to machine inefficiency +0.5 to +1.0
Surface condenser heat losses +0.5 to +1.4
Heat losses in CO2 removal solvent regeneration +0.4 to +0.6
All other heat and miscellaneous losses +0.5 to +0.53
Net effect on actual energy efficiency +2.0 to +5.03
The effect of all the other factors besides natural gas feedstock can double the energy cost of producing ammonia. Therefore, when you benchmark an operating plant, you can find out exactly how that plant is performing, where there are deficiencies, and what are the opportunities for improvement.
To evaluate the options for decarbonising a plant, there are several steps involved, starting with benchmarking the plant – knowing where you’re starting – before a roadmap to see where you’re going.
Base case benchmark: Base case performance can be evaluated in detail for use as a benchmark for evaluation of any energy improvement or decarbonisation options. Most plants can achieve some incremental improvement in efficiency, providing some degree of decarbonisation by applying conventional upgrades.
 |
The base case conditions should also establish the site-specific drivers for proper evaluation, including site costs for feed, availability of green energy or hydrogen, value of CO2 credits, and infrastructure for offtake of captured CO2.
• Conventional energy efficiency upgrades: Some of the common conventional upgrades include improved heat recovery and process integration, upgrade or replacement of critical equipment having known deficiencies, as well as upgrade of the SMR furnace, the largest consumer of natural gas fuel.
Also, there can be significant economic benefit from bridging the seasonal performance variations due to winter/summer differences, as well as addressing reliability issues with existing, sometimes vintage, equipment. These conventional upgrades can typically provide a 3-10 per cent improvement in efficiency and corresponding decarbonisation gain.
Some of the potentially significant conventional upgrades include:
• SMR furnace modifications to minimise stack losses.
• Addition of, or improvement to, an existing feed gas saturation system, including a feed gas saturator coil.
• Addition of convection heated pre-reforming to provide additional reforming capacity or reduce fuel firing.
• Rotating equipment upgrades – minimise compression losses and/or convert some drives from steam to electricity.
• CO2 removal system upgrades, reducing heat loss into solvent regeneration.
• Recovery of hydraulic power to reduce steam and/or electricity consumption.
• Low-grade heat recovery to produce utility chilled water.
• Catalyst upgrades.
• Optimisation of key process parameters – S/C ratio, syngas stoichiometry, purge gas recovery, etc.
• Green hydrogen technology based decarbonisation upgrades: There are several different sources of green hydrogen, and this paper doesn’t address where the hydrogen comes from. However, what is important in an existing ammonia plant is what you do with the green hydrogen.
 |
Depending on the quantity of green hydrogen available, this option can achieve some reduction of natural gas consumption and CO2 emissions reduction.
There are additional benefits gained from introduction of green hydrogen into an existing ammonia plant.
The synthesis loop benefits from a reduction in inerts.
The load on the CO2 removal system is reduced per tonne of ammonia. In ammonia plants, the reforming duty shifts from the primary reformer to the secondary reformer, reducing fuel firing.
These changes enable the opportunity for improvement in the SMR heat recovery and steam system.
• Blue technology based decarbonisation upgrades: There are blue technologies that can be applied to all syngas related processes to decarbonise through carbon capture for sequestration.
Parallel efforts are underway to find effective uses for the captured carbon that will continue to make the application of carbon capture more viable. We are learning more about these developments every day.
BDE is developing ways to produce low-carbon fuel gas for use within the syngas plant while delivering a CO2 product stream.
Application of these blue schemes has the potential to provide a 90 per cent reduction of stack gas CO2 emissions when compared to a conventional plant.
This low-carbon fuel is also sulphur-free, enabling a possible increase in SMR thermal efficiency without concern of sulphur dewpoint corrosion.
TYPICAL RESULTS FROM UPGRADE STUDIES
• Case study number one – ammonia plant: For an ammonia plant case that we have studied in detail, we established a base case benchmark for proper evaluation of upgrade options.
We then identified several conventional upgrade options projected to achieve a 4 per cent reduction in natural gas usage, as well as a small reduction in CO2 emissions.
 |
The next step in the evaluation was the introduction of two different levels of green hydrogen.
We discovered that, with 6 per cent of the hydrogen source from a green source, there was a projected 10 per cent reduction in natural gas usage, and a corresponding 5.1 to 7.3 per cent reduction in CO2 emissions without and with CO2 export to a urea plant.
With 13 per cent of plant hydrogen provided from a green source, this is projected to achieve a 16 per cent reduction in natural gas usage, and an 8.7 to 14.5 per cent reduction in CO2 emissions without and with CO2 export to a urea plant.
• Case study number two – methanol plant: For a methanol plant case that we have studied in detail, the base case benchmarks a modern, high-efficiency, SMR-based methanol plant.
The blue upgrade low-carbon fuel case utilises several key additions to achieve greater than 90 per cent reduction in stack gas CO2 emissions. These key additions include:
• Removal of a portion of the CO2 upstream of the syngas compressor, which reduces hydrogen consumption in the production of methanol.
• Reduced hydrogen consumption in the methanol reactor makes more hydrogen available for fuel.
• Hydrogen separation from the synthesis loop purge for use as SMR fuel.
• Recycle of major portion of carbon containing purge to the SMR feed.
• Summary – from benchmarking to decarbonising – steps in upgrading: To summarise the steps of efficiency and decarbonisation upgrade:
 |
• For conventional upgrades we can expect to see 3-10 per cent efficiency improvement with a small degree of decarbonisation.
• For green hydrogen upgrades we can expect to see 10-20 per cent efficiency improvement, with 10-15 per cent decarbonisation.
•For blue improvements we can expect to see efficiency improvement with potentially much more significant decarbonisation improvement of 90 per cent or more.
PROJECT DEFINITION AND EXECUTION PHILOSOPHY
An overall path can be established for transitioning toward decarbonisation in a manner that builds in successive steps, with all incremental steps designed for the final scheme with implementation of conventional upgrades, introduction of green energy and/or green hydrogen, and finally incorporation of blue technology upgrades.
With proper consideration of these options in a systematic way and defining the costs properly for each step, operators can see a way forward toward decarbonisation.
CONCLUSION
Applications of green hydrogen, green energy, and blue production schemes / low-carbon fuel are becoming a necessity in our industry.
Although there is huge market potential for green ammonia, 100 per cent green production cannot provide the market demand in the near-term.
However, stepwise decarbonisation of existing plants for transition from conventional production to low-carbon (green/blue) syngas production is possible and practical now.