






























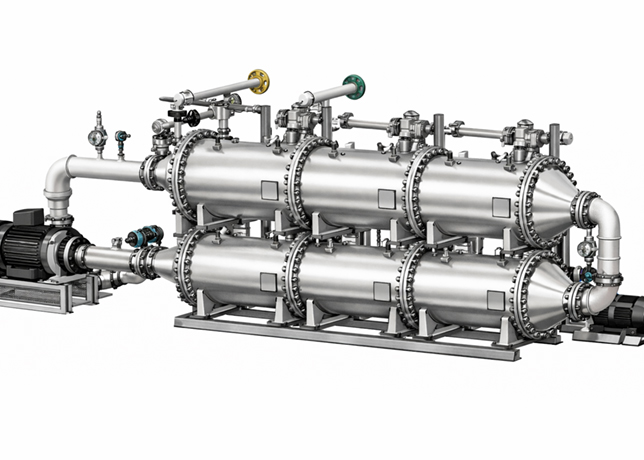







































 Banagas operates LPG plant facilities to recover propane, butane and naphtha
Banagas operates LPG plant facilities to recover propane, butane and naphtha
IN December 17, 1979, His Highness Sheikh Isa Bin Salman Al Khalifa, the late Amir of Bahrain, inaugurated the associated gas project marking a major step in the Government of Bahrain’s determination to use energy effectively. The primary objective of this project was to use the large quantities of associated gas extracted from the Bahrain Oil Field, which for more than 40 years, had previously been wasted. Now this valuable natural resource, through maximum utilisation, produces a substantial contribution to Bahrain’s national economy and has created employment opportunities for the national workforce.
The project was incorporated as the Bahrain National Gas Company (Banagas), 75 per cent owned by the Government of Bahrain with the remaining 25 per cent equally owned by the Arab Petroleum Investment Corporation and Caltex Bahrain, now Chevron Bahrain. At a cost of $100 million the project included the construction of four gas compressor stations, a processing plant to recover propane, butane and naphtha, and a storage area at Sitra.
It was a historic event for Bahrain when the Japanese tanker “Yuyo Maru” was loaded with the first shipment of 5,000 metric tonnes of butane in March 1980. Since then, the company has continued to produce products conforming to the highest international specifications.
Due to a substantial increase in the quantity of associated gas extracted from the Bahrain Oil Field during subsequent years, an expansion project was launched in 1988 to upgrade plant processing capacity from 170 to 280 mmscfd. The project, which was implemented by the Government of Bahrain as a sole venture, involved construction of two additional compressor stations and a new processing train at the Central Gas Plant. The project was commissioned in October 1990.
In 2003, another compressor station was constructed as part of the project to process additional quantities of associated gas, as well as propane and butane-rich refinery off gas under an agreement with the Bahrain Petroleum Company (Bapco).
In 2008, the project was converted into an independent company, the Bahrain National Gas Expansion Company, solely owned by the Oil and Gas Holding Company (nogaholding).
In September 2011 an engineering, procurement and construction (EPC) agreement for a new compressor station including gas gathering and transmission lines was signed between Banagas and JGC Gulf International.
In October 2011 the Arab Petroleum Investments Corporation sold its stake in Banagas to Boubyan Petrochemical Company (KSC).
At the Central Gas Plant LPG is recovered from the gas and propane, butane and naphtha produced through fractionation. Propane and butane are transported to the storage area at Sitra and stored in refrigerated LPG tanks for onward export to various parts of the world while naphtha is transferred to the Bahrain Refinery (Bapco) for storage and onward export mainly to Asia.
The residual lean gas, mainly methane and ethane, is routed to Aluminium Bahrain (Alba), the Bahrain refinery and Electricity Directorate’s Riffa Power Station to be used in operating their gas turbines after meeting the company’s own fuel gas requirements.
With the exception of a small quantity of propane supplied to the local market all its products are exported. Each year an international tender is issued and award made under a sealed bid process. A specialist in-house team handles the tender process and logistics support, from scheduling of vessels to provision of documentary instructions.
When the company first started operations Bahraini personnel represented 48 per cent of the total workforce. However, in line with the company’s policy to create an efficient and highly skilled national workforce, vigorous development and training programmes were implemented. At present the company employs just under 500 people, 94 per cent of which are Bahrainis.
PROCESS
Banagas operates LPG plant facilities to recover propane, butane and naphtha from associated gas (from oil wells) and refinery off gas. Liquefied propane and butane are transferred to refrigerated storage tanks located at the Sitra Wharf area for ship loading. Naphtha is sent to the Bapco for storage and subsequent export.
The residue gas is used as fuel for Banagas furnaces and gas turbines, and the rest is supplied to Alba, Riffa Power Station and the Bapco refinery. This residue gas, of about 250 million standard cubic feet per day (mmscfd), represents 25 per cent of Bahrain’s daily fuel gas consumption.
The original plant was commissioned in 1980 with capacity of 110 mmscfd of associated gas. At present Banagas operates two gas-processing trains with a total feed gas through put of about 300 mmscfd.
Bahrain oilfield: The low pressure associated gas is collected from 16 well manifolds in the Bahrain Oil Field. The gas is separated in gas iil separators (GOSP’s) which are operated by Tatweer Petroleum, the Bahrain Field Operator, at a controlled pressure of about 35 pounds per square inch gauge (psig). The gas from the well manifolds is distributed to all seven compressor stations operated by Banagas. Additionally, low pressure non dehydrated refinery off gas is also supplied from Bapco refinery to compressor stations 6 and 7, where it is compressed along with the associated gas and delivered to the Central Gas Plant for LPG recovery.
Compressor stations: At each compressor station, gas from several GOSP’s is gathered into an inlet header and compressed by two-stage centrifugal compressors driven by a gas turbine to about 420 psig. The gas is then cooled by air fans to about 110 deg F.
During this process some of the gas is condensed and sent to Banagas’s Central Gas Plant (CGP) as condensate. The compressed gas however contains some water vapour and acidic gases like carbon dioxide and hydrogen sulphide.The water vapour may condense in the pipe line due to natural cooling and the free water, together with hydrogen sulphide and carbon dioxide present in the associated gas stream, will form corrosive acid. To avoid this the compressed gas is dried in a glycol dehydration unit (GDU) located in each compressor station before being pumped through gas pipelines to the CGP.
Central gas plant: The plant was initially commissioned with a capacity of 110 mmscfd of associated gas. After a series of plant expansions, Banagas now operates two process trains with a total gas throughput of 300 mmscfd. The two process trains are identical and use refrigerated lean oil-heavy naphtha to recover LPG from the feed gas. Each train consists of condensate, absorption, fractionation, treating and intermediate storage sections.
Condensate system stabiliser: Condensate from the compressor stations and from the gas separation system is distilled in a stabiliser column to remove light gas components such as methane and ethane. The stabilised condensate is fed to the depropaniser, while the light gases join the inlet gas.
Separation section: The compressed gas, at 420 pounds per square inch absolute (psia) and a dew point of 40 deg F, enter the separation section where liquids are removed. Any solid residue is separated and removed from the process by the filter separator.
GAS ABSORPTION SYSTEM
Dehydration: The gas leaving the separation section is dehydrated to a dew point of -45 deg F to prevent the formation of hydrates in the subzero absorption section. Triethylene glycol is used to absorb any water from the gas.
Absorber: In the absorber column the refrigerated feed gas and lean oil are intermingled at a temperature of minus 35 deg F to allow the lean oil to absorb the LPG products of propane and heavier components from the gas and become a rich oil. The residue gas that leaves the absorber is used as fuel gas by Banagas as well as neighbouring industries.
FRACTIONATION SECTION
Deethaniser: The purpose of the deethaniser is to remove ethane and lighter components from the rich oil in order to maintain a maximum of 2 per cent ethane in propane. The overhead vapour is recycled to the absorber section to recover any escaped propane. The deethaniser bottoms are fed to the rich oil still column.
Rich oil still column/Hot oil system: In the rich oil still, lean oil is separated by distillation from the absorbed LPG products. These LPG products go overhead and are condensed by the rich oil still reflux condenser and then routed to the fractionation columns. The liquid from the bottom of the rich oil still is circulated through the hot oil system as a source of heat for all the plant reboilers and part of it is used as absorbent lean oil. The hot oil temperature is maintained by a gas fired heater.
Depropaniser and debutaniser systems: The purpose of these systems is to separate the stabilised condensate and the absorbed LPG products into three marketable products: propane, butane and naphtha.
Intermediate storage section: Treated propane and butane products are routed to horizontal tanks (bullets). After the product is circulated and analysed to confirm the product specification it is routed to spherical tanks located in the intermediate storage at the CGP. If any product fails to meet the required specification, it is returned to the gas plant to be reprocessed. Only ‘On-spec-products’ are pumped via a 20 km pipe line from their respective spheres to the refrigerated storage tanks located at the Bapco Wharf area at Sitra.
Refrigerated storage and shipping: At Sitra, liquid propane from the gas plant is received into the surge drum at 356 psig and 120 deg F. Some of the propane is used as refrigerant, first in the butane chillers and then in the butane sub-coolers. During this process butane is cooled to +25 deg F and the liquid propane is flashed into vapour. The balance of the propane is flashed to its boiling point of -45 deg F into the propane storage tank.
The propane vapours from the storage tank, butane chillers and sub-coolers are compressed by reciprocating compressors. The compressed vapours are condensed and used as refrigerated propane to cool down both propane and butane products to their atmospheric boiling point of -45 deg F and +23 deg F respectively. Each product is stored at its boiling point in separate refrigerated tanks of 200,000 barrels capacity. A 100,000 barrel dual purpose storage tank to store either propane or butane product is also available.
Product shipping: The LPG shipping facilities consist of two loading pumps each with a rated capacity of 5,000 bbls/hour, a 16-inch loading line and a 10-inch vapour return line, each of which is fitted with fully articulated arms.
Just before a ship’s arrival the loading line is cooled down with the product to be loaded. The vapour generated is returned to its respective tank. The loading and vapour return arms are then connected to the ship and loading commences at a low rate. As conditions in the loading system allow, the loading rate is increased up to a maximum of approximately 10,000 bbls/hour.
Banagas produces approximately 3,000 bbls of propane, 3,200 bbls of butane and 4,500 bbls of naphtha per day for its own account as well as 2,500 bbls of product from refinery off gas under a processing fee agreement with Bapco.








.jpg)




