


























































The global energy transition demands not only strategic vision but flawless technical execution at scale.
As Saudi Arabia accelerates its ambitious Vision 2030 infrastructure programme, expanding its gas network has become a foundational pillar for industrial decarbonisation and domestic power generation.
At the heart of this transition is the massive Master Gas System expansion, a project requiring unprecedented engineering precision.
Recently, CRC Evans showcased what can be achieved when cutting-edge automated technology meets deep field expertise.
Awarded the contract for the Master Gas III, Package 4, programme in Saudi Arabia , the company successfully delivered internal and external welding on a high-integrity onshore gas pipeline stretching across an immense 300-kilometer terrain.
Constructing large-diameter pipelines introduces substantial logistical and physical variables, particularly regarding pipe alignment and fit-up conditions over hundreds of kilometres.
For Package 4, the engineering parameters were exceptionally demanding. These included 56-inch diameter mainline pipes, variable 17 mm and 20 mm heavy-wall sections, and 12,000 highly critical welds.
To maintain productivity without compromising safety or weld integrity, CRC Evans deployed a fully integrated suite of proprietary technologies.
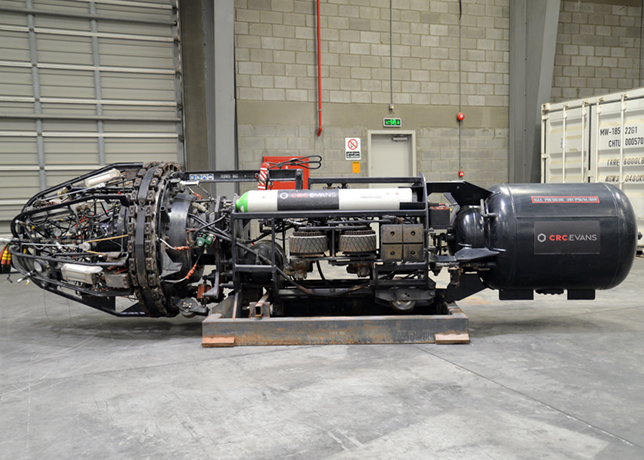
Central to the operation was their advanced internal welding machine (IWM) alongside the P-625 external welding machine.
The IWM operates directly inside the pipe, establishing a fully automated root weld cycle in as little as two minutes.
This rapid internal pass drastically minimises “hi-low” misalignment and counteracts physical out-of-roundness challenges common in large-scale pipeline spreads.
The operational results of this synchronised deployment have set a new milestone for global pipeline infrastructure engineering:
• 0.37 per cent repair rate: An exceptionally low rework rate across all 12,000 welds, maximising cost efficiency and schedule adherence.
• 100 per cent technical assurance: Verified through rigorous automated ultrasonic testing (AUT) as the primary non-destructive testing method.
• Zero critical downtime: Achieved via a dedicated field team of welding engineers and service technicians utilising mobile workshop containers to provide 24/7 technical support.
OGN energy magazine sat down with Henk de Graaf, Onshore Director, CRC Evans, to discuss how specialised automated technology, rapid mobilisation, and disciplined field execution combined to deliver a robust, future-ready energy asset for the Kingdom.
Below are excerpts from the interview:
How does the successful delivery of Master Gas III Package 4 position CRC Evans to support Saudi Arabia’s broader strategic shift toward gas-led power generation and industrial decarbonisation?
The successful completion of gas infrastructure projects has strengthened CRC-Evans’ position in the region and supports the wider energy developments associated with Saudi Arabia’s Vision 2030.
More than 50 per cent of the completed MGS3 pipeline was welded using CRC-Evans technology, demonstrating the effectiveness and reliability of the company’s solutions.
CRC-Evans has been active in Saudi Arabia since 1980 and continues to expand into new areas of the energy sector.
The successful delivery of projects such as MGS3 enables the company to broaden its regional footprint and strengthen its presence within the Kingdom’s evolving energy market.

The P-625 external welding machine
Given that the contract was awarded in late 2025, could you clarify the exact timeline of execution, and explain how your teams mobilised so rapidly to complete 300 km of 56-inch pipeline?
We received the signed contract in Q3 2024 and were able to mobilise within Saudi Arabia from our Dammam facility.
Additional support was provided through the mobilisation of ancillary equipment and materials from our Netherlands onshore hub.
This enabled us to achieve full procedural qualification acceptance, including several procedure welds on API 5L X-70, 56-inch pipes with wall thicknesses of 14.3 mm, 17.48 mm and 20.6 mm. The scope also included Engineering Critical Assessment (ECA) and seeded defect mapping.
Both AUT and RT inspections achieved acceptance in accordance with API 1104 requirements and the more stringent Saudi Aramco SAES specifications.
The project was delivered under a green-light programme, with qualification completed within 12 weeks. Success depended not only on the timely mobilisation of equipment and materials, but also on the deployment of experienced welding technicians.
This put us in a strong position to then support the contractor on Package 4 to mobilise and start production in December 2024, gaining full traction throughout 2025 and completing in February 2026.
Achieving an exceptionally low repair rate of 0.37 per cent across 12,000 welds is a world-class benchmark; what specific bevel configurations and narrow-gap designs were developed to achieve this level of first-time quality?
CRC-Evans uses a narrow gap compound J-bevel design with an added internal bevel to allow for the internal welding machine (IWM) root pass.
This technique provides excellent fit-up ability and high quality through the narrow gap automated process.
How did your automated systems manage the unique metallurgical and pre-heating challenges associated with that material? X-70.
CRC Evans’ mechanised/automated welding systems are designed to deposit a tightly regulated ligament size which permits a high level of productivity whilst also providing tempering of previous weld pass heat affected zones.
This ensures a repeatable high quality weld deposit which also maintains the mechanical properties of the associated base material.
The report highlights a 2-minute root weld time for the Internal Welding Machine (IWM); what was the total average cycle time per joint once the P-625 external machines completed the hot, fill, and cap passes on the 17 mm and 20 mm walls?
The CRC-Evans equipment can travel at several speeds, depending on how the contractor sets-out its mainline welding activities along the right of way with pay welders and a competent welding team to achieve fast production
For this project, the overall cycle for completion of each station was about 5minutes, allowing the spread to move efficiently to the next joint.
The welding spread comprised one internal welding machine (IWM) front-end station and five additional fill and capping stations, maximising production efficiency.
How did the internal clamping mechanism of the IWM mechanically counteract the physical distortion and “hi-low” misalignment common in large-diameter, heavy-wall pipe sections before welding commenced?
With many projects now sourcing pipe from multiple mills, maintaining quality control has become increasingly important to minimise issues such as hi-low misalignment and out-of-roundness on large-diameter pipelines.
The IWM helps address these industry challenges through its pneumatic clamping capability, which securely centres the pipe internally while simultaneously welding with multiple heads and providing shielding gas.
This process ensures accurate pipe alignment and establishes a root gap that operators can work with confidently.
Even when hi-low conditions exceed specification limits, the system can often mitigate the issue, allowing quality control personnel in the field to continue production.
In situations where other welding systems may require repairs, the IWM can maintain weld quality and reduce the need for rework.
How did your engineering teams maintain precision through Saudi Arabia’s extreme temperature fluctuations and dust?
Our teams follow established good practice for operating automated welding and testing systems in challenging climates.
We focus on controlled setup, routine calibration checks, stable gas delivery, and robust environmental protection measures.
The priority is ensuring consistent weld quality and equipment reliability regardless of temperature swings or airborne dust.
How did your automated tandem setup eliminate the risk of hydrogen-induced cracking?
We followed recognised industry practice, aligning AUT assessment with the client’s quality expectations and relevant standards.
Consistent welding parameters, stable joint preparation, and reliable data analysis were central to maintaining repeatability.
Established hydrogen control measures, such as low hydrogen consumables and tight control of influencing variables, help ensure favourable weld metallurgy and reduce the risk of hydrogen related cracking.
While advanced automation was central to this project’s high productivity, what specific field-maintenance and calibration protocols did your technicians implement to ensure zero critical machinery downtime across the full 300-km spread?
CRC-Evans provided two welding technicians to ensure that all supplied equipment was maintained and calibrated throughout the project.
During periods when the contractor was not engaged in production activities, these personnel remained available seven days a week to ensure that no critical-path activities were affected.
Additional support included back-up equipment, spare parts packages and a fully integrated 20-foot workshop container that travelled with the mainline spread.
This mobile support capability helped maintain equipment availability and minimise downtime.
Combined with the expertise of an experienced pipeline contractor and skilled welding personnel, this approach contributed significantly to project uptime, operational efficiency and the successful delivery of these large-scale pipeline projects.