In a process unit such as a crude distiller there are process control problems that typically are not handled well at the base control level because their complexity demands a more rigorous approach.
Such problems are most often handled within a programmable device.
Multivariable control (MVC) helps to stabilise key process-operating conditions by minimising the standard deviations from desired targets.
When these key process-operating conditions are tightly controlled, operations are better placed to challenge targets and operating conditions, driving the plant toward a more profitable operating regime.
At Riyadh refinery, the existing pneumatic instrumentation was upgraded and a install a distributed control system (DCS) installed for use as a platform to implement MVC on refinery processing units.
The MVC design techniques entailed developing a dynamic (i e time-dependent) model of the process, derived by conducting a plant test.
Using this model and past information about the plant, the MVC predicts where the plant is going in the future.
At each execution, MVC calculates a complete set of future control moves, which will drive the process to the desired operating region.
The multivariable control system (MCS) at Riyadh will be a constrained system capable of meeting the requirements and complying with standards specified in the functional specification document.
In the future, closed-loop optimisation of process units will be implemented; therefore, MVC applications will be defined to accept changes in set points or operational boundaries from the optimiser.
Multivariable control applications
Platformer No.2 and Gas Concentration Units
The implementation of DCS and MVC on Riyadh refinery's processing units will result in savings of $3 million per year, with a payback in two to three years.
The development of inferential models for closed-loop quality control on these units will save the refinery $1.5 million, eliminating the need for process analysers.
Steady-state models will be developed in-house for these units and can be used by process engineers to identify the bottlenecks, troubleshoot the operating problems and to suggest modifications to enhance the performance of the units.
Control applications
Hydrocracker No. 2
The hydrocracker, or plays a central role in refinery operation and offers more potential economic benefits from MVC applications than other refinery units.
Essential to the success of multivariable control implementation on this unit is the effective control of the heart of the process, i e, the hydrocracker reactors.
Control applications
The implementation of MVC on Riyadh refinery's No. 2 hydrocracker will result in savings of $5 million per year, with a payback in one to three years.
The development of inferential models for closed-loop quality control on these units will save the refinery $1.5 million, eliminating the need for process analysers.
Inferential models will be developed in-house for this unit and can be used to form a closed-loop quality control system with multivariable control.
The following multivariable control applications are required on hydrocracker No 2.
Inferential models
The following inferential models will be required for hydrocracker No. 2 and Platformer and Gas Concentration Units of Riyadh refinery for MVC applications.
The main objective of the inferential models is to provide operators continuous and reasonably accurate data to monitor the product qualities more efficiently.
Crude Unit Controller Description
To maximise profitability, it was recommended to apply a single, large-scale controller on crude distiller No 2, which includes crude column, stabiliser and splitter.
The advantage of using a large-scale single multivariable controller is to reduce the interactions within various sections of the crude unit, in addition to the interactions between process variables within each section.
Integrating these sections in a single multivariable controller improves robustness by handling all system interactions, includes all economic variables and improves maintenance on the control system. However, during plant testing and off-line simulation studies, the interaction between crude column and stabiliser/splitter sections was insignificant.
Therefore, two Dynamic Matrix Control (DMC) controllers were developed and implemented one for the crude fractionator (DMC-1) and the other for stabiliser and splitter columns (DMC-2).
Controller Overview
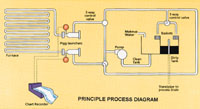
The single large-scale multivariable controller is shown in the figure above.
This controller has 14 controlled variables, 10 manipulated variables and two feedforward variables.
The figure shows an overview of the large-scale multivariable controller on crude distillation, stabiliser and splitter sections.
In addition, advanced control applications that are not using dynamic models and residing in DCS have also been highlighted in the figure.
Extracted from a paper byRashid Ansari and Ashraf Ghazzawi, process control engineers at Riyadh refinery, and presented to the Saudi Aramco Journal of Technology.